Autorzy:
Krzysztof Makohonenko
Damian Gorzkiewicz
Firma CASTECH oferuje części zamienne do zespołów oddzielania maszyn formierskich produkcji krajowej:
• formierek wstrząsowo-prasujących typu FKT;
• formierek wstrząsowo-prasujących typu FWP;
• formierek impulsowych typu FI;
• formierek impulsowych z doprasowaniem typu FT.
W skład części zamiennych zespołów oddzielania wchodzą:
• listwy rolkowe zwykłe;
• listwy rolkowe z bocznymi prowadnicami /stosowane z rolkami bez kołnierza/;
• rolki kołnierzowe;
• rolki bez kołnierza;
• trzpienie oddzielające;
• ramiona do FKT i FWP;
• prowadniki;
• wały skrętne do FKT i FWP /jako centralna tuleja centrująca/;
• wały skrętne i ramiona do formierek FI;
• inne detale wchodzące w skład zespołów oddzielania.
Oddzielanie półform na maszynach formierskich jest realizowane najczęściej jako:
• oddzielanie trzpieniowe;
• oddzielanie rolkowe;
• oddzielanie trzpieniowo-rolkowe;
• oddzielanie przeciągowe.
I. Oddzielanie trzpieniowe półform odlewniczych.
Odbywa się za pomocą czterech trzpieni oddzielających i jest jednym z najbardziej dokładnych operacji oddzielania półform od modelu.
Warunkiem dobrego oddzielania jest jednoczesne podnoszenie półformy czterema trzpieniami, aby nie było przekoszeń podczas ruchu oddzielania. W tym celu należy ze szczególną starannością ustawić wysokość trzpieni oddzielających.
Jest to metoda dokładnego oddzielania przez to, że unoszona półforma opiera się trwale na trzpieniach oddzielających i nie ma możliwości bocznego przemieszczania, jak to ma miejsce przy oddzielaniu rolkowym. Rys. nr 1 przedstawia oddzielanie trzpieniowe.
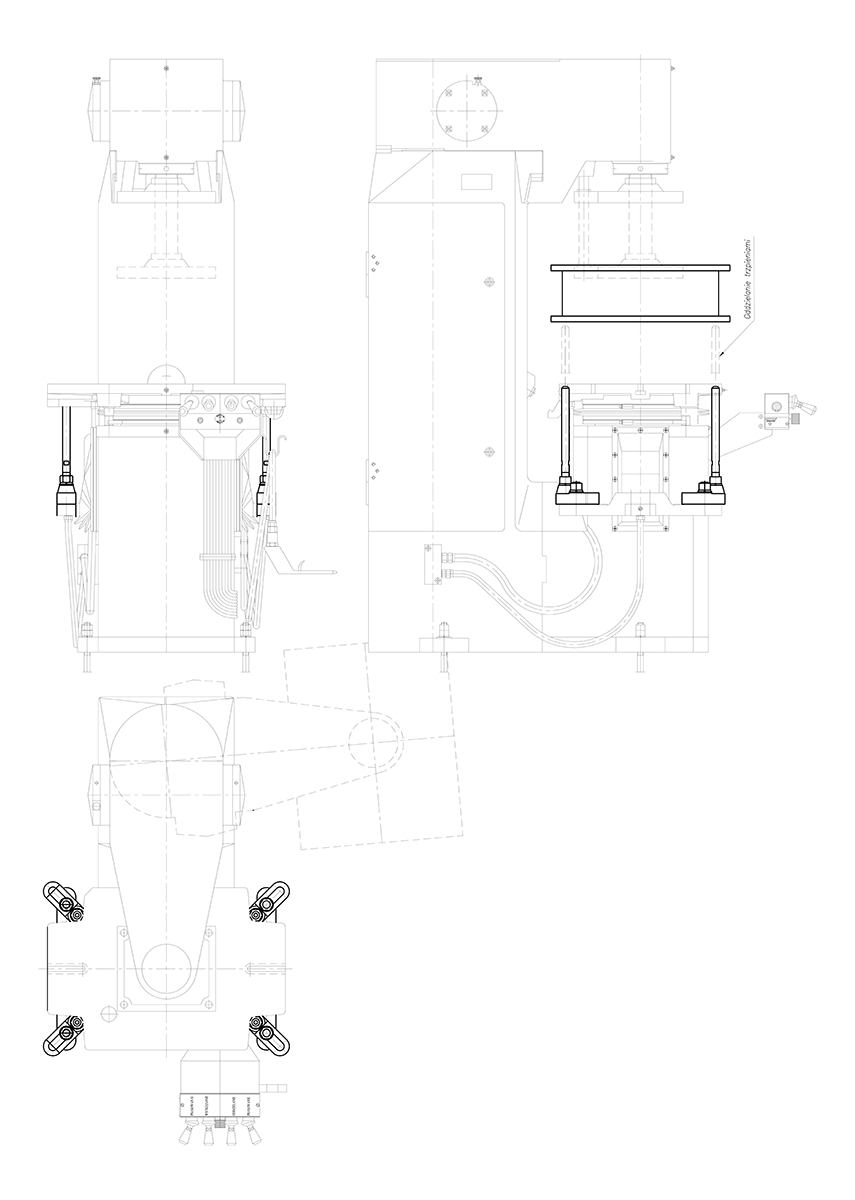
Rys. nr 1. Oddzielanie trzpieniowe półform odlewniczych.
II. Oddzielanie rolkowe półform odlewniczych.
Oddzielanie rolkowe jest najmniej precyzyjnym oddzielaniem półform odlewniczych od modelu. Oddzielanie odbywa się za pomocą rolek umocowanych w listwach rolkowych zespołu oddzielania.
Oddzielanie rolkowe umożliwia wygodny transport pustych skrzyń formierskich na stanowisko formierskie oraz transport gotowych półform na usytuowany obok transport rolkowy. Dlatego jest najczęściej stosowane w gniazdach GF i automatycznych liniach formierskich ALF o średniej i dużej wydajności.
Brak precyzji oddzielania wynika z możliwości poruszenia się półformy podczas początkowej fazy oddzielania półformy od modelu, gdyż takie możliwości stwarzają rolki obrotowe. W niektórych rozwiązaniach stosuje się w rolkach hamulce sprężynowe, przez co obrót rolki jest trochę utrudniony. Oddzielanie rolkowe przedstawia rys. nr 2.
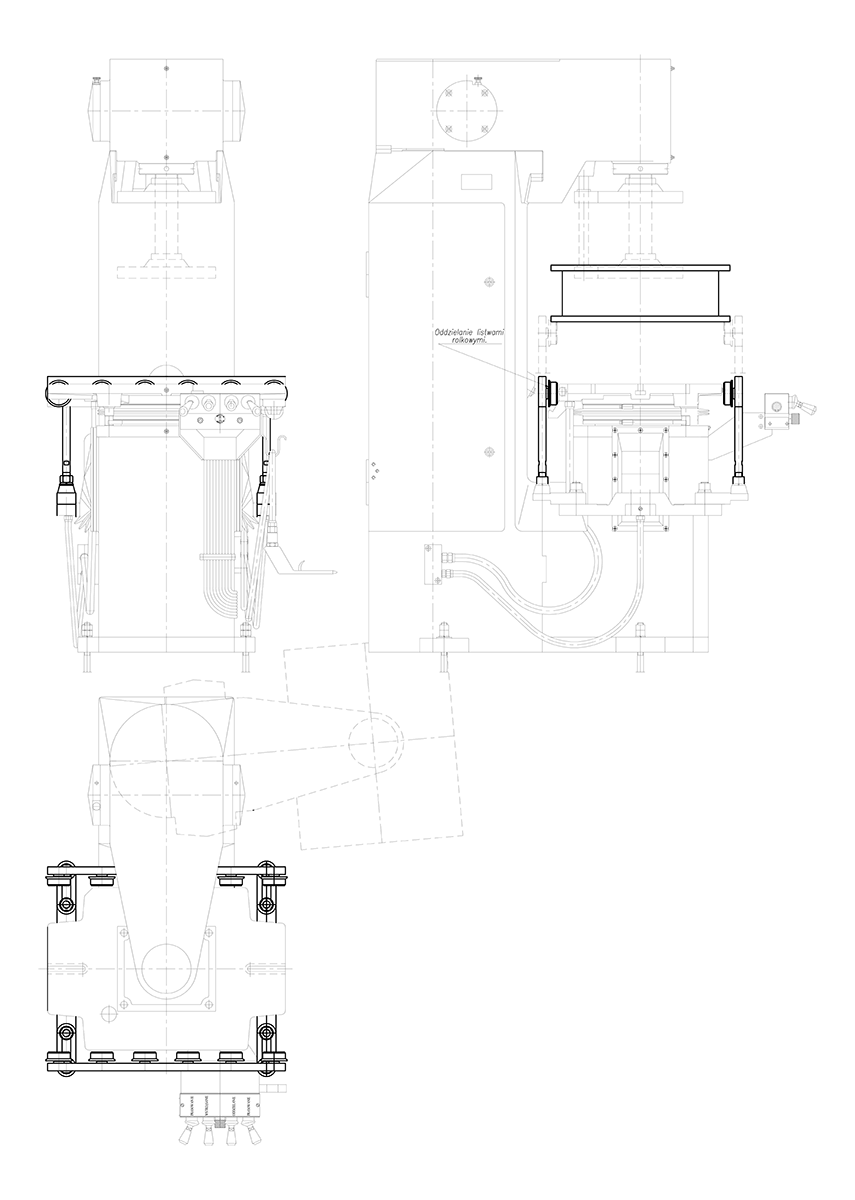
Rys. nr 2. Oddzielanie rolkowe półform odlewniczych.
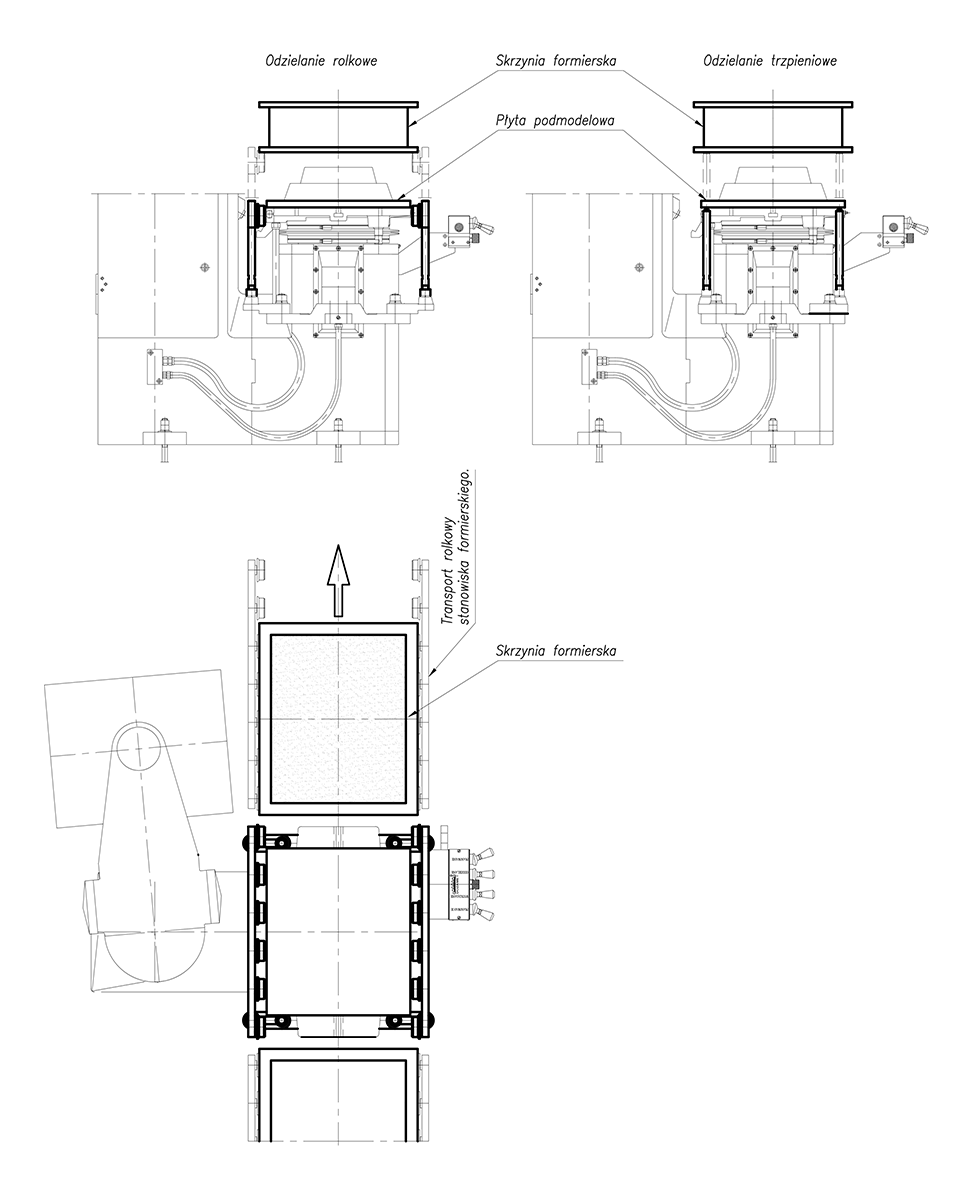
Rys. nr 3 przedstawia sposób oddzielania trzpieniowego i rolkowego na tej samej maszynie formierskiej.
III. Oddzielanie trzpieniowo-rolkowe półform odlewniczych.
Bardzo dobrym rozwiązaniem jest metoda oddzielania trzpieniowo-rolkowa, która łączy zalety oddzielania trzpieniowego i rolkowego. Składa się z dwóch faz i polega na oddzielaniu półform za pomocą trzpieni i następnie przestawieniu oddzielonej wstępnie półformy na listwy rolkowe, celem jej odtransportowania poza obręb maszyny formierskiej.
Oddzielanie trzpieniowo-rolkowe może być realizowane kilkoma sposobami. Najczęściej stosowane jest:
• oddzielanie za pomocą trzpieni i listw rolkowych odchylnych;
• oddzielanie za pomocą uchylnych trzpieni i listw rolkowych z zamontowanymi czterema cylindrami specjalnymi.
1. Oddzielanie za pomocą trzpieni i listew odchylnych.
Jest to metoda najczęściej stosowana w gniazdach GF i automatycznych liniach formierskich ALF, gdzie jest dużo miejsca. Zespół oddzielania unosi na trzpieniach zagęszczoną półformę odlewniczą a następnie uchylne listwy rolkowe są przemieszczane z pozycji odchylnej w położenie pionowe, gdzie rolki trafiają pod powierzchnię transportową skrzyni formierskiej. W dalszej kolejności zespół oddzielania powraca w dolne położenie. W trakcie tego ruchu półforma odlewnicza osiada na rolkach i zostaje przetransportowana poza obręb maszyny formierskiej. Jest to sposób rozbudowany przestrzennie i nie nadaje się do zastosowania w wolnostojących formierkach typu FWP i FKT.
2. Oddzielanie za pomocą uchylnych trzpieni oddzielających i listew rolkowych.
Ten sposób oddzielania nadaje się w zupełności do oddzielania półform na wolnostojących formierkach typu FWP i FKT. Jest to układ zwarty nie zabierający dużo miejsca na maszynie. Oddzielanie jest precyzyjne, gdyż pierwsza faza oddzielania odbywa się na trzpieniach oddzielających, a następnie, w sposób płynny, półforma odlewnicza jest przemieszczana na rolki transportowe. Operacja odbywa się podczas ruch w górę zespołu oddzielania.
Cecha charakterystyczną zespołu oddzielania są cztery cylindry pneumatyczne przeponowe, które są zainstalowane na listwach rolkowych, w miejscu gdzie powinne występować trzpienie oddzielające. Rys. nr 4. przedstawia budowę takiego cylindra.
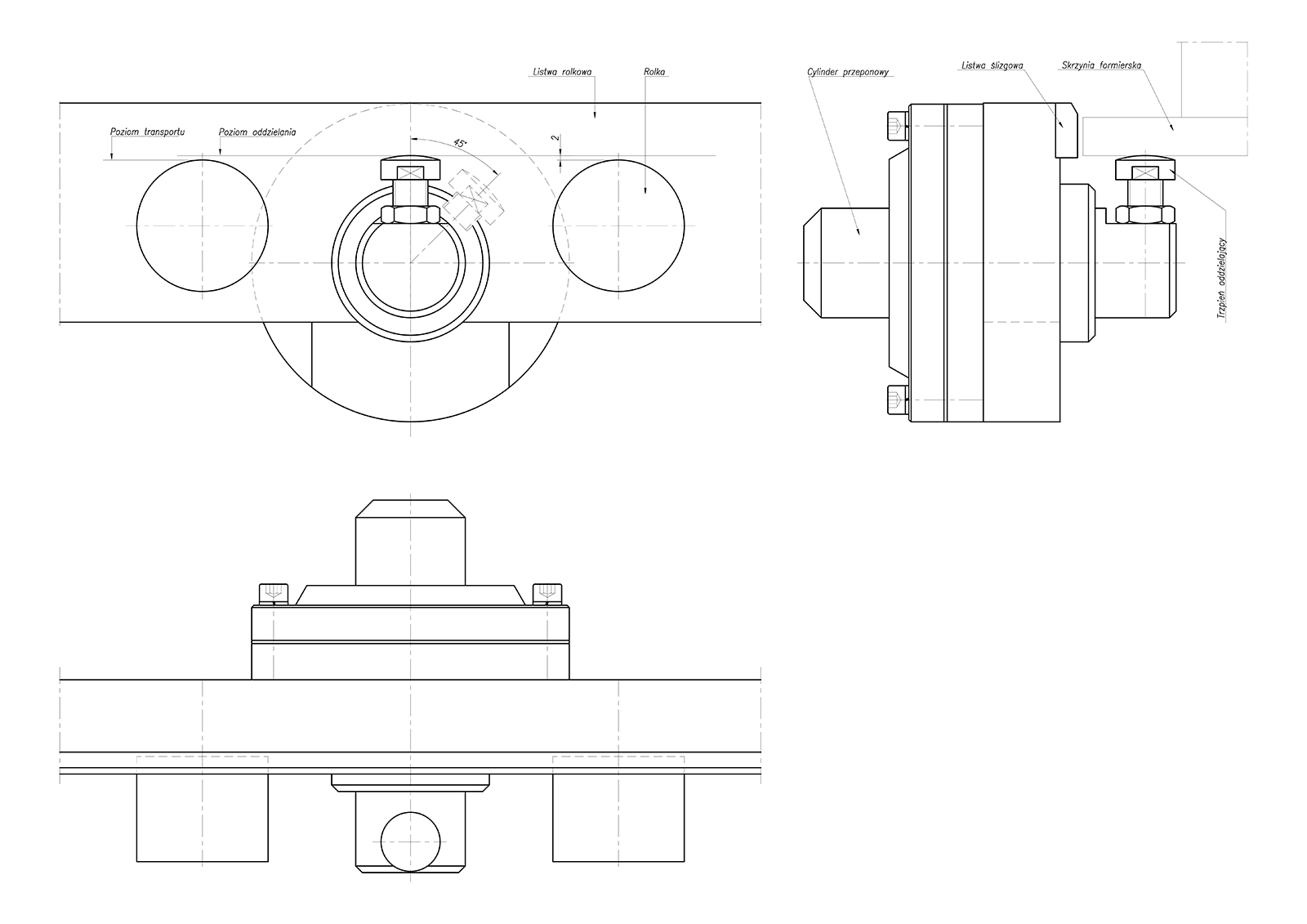
Rys. nr 4. Cylinder pneumatyczny przeponowy.
Cylinder przeponowy posiada ułożyskowaną oś na której jest zamontowany uchylny trzpień oddzielający. Zastosowano tutaj cylinder przeponowy, gdyż jest to układ zwarty, nie zajmujący dużo miejsca, lekki, doskonale się nadający do realizacji krótkich skoków. Oś cylindra, jako tłoczysko, posiada rowek krzywkowy w którym pracuje wodzik. W trakcie zasilania cylindra sprężonym powietrzem oś przesuwając się do przodu przechyla się w lewo lub w prawo / w zależności od wykonania L+P /. Tym samym trzpienie oddzielające również się przechylają i powodują przemieszczenie skrzyni formierskiej na rolki transportowe. Rys. nr 5 przedstawia zespól listew rolkowych wraz z czterema cylindrami przeponowymi.
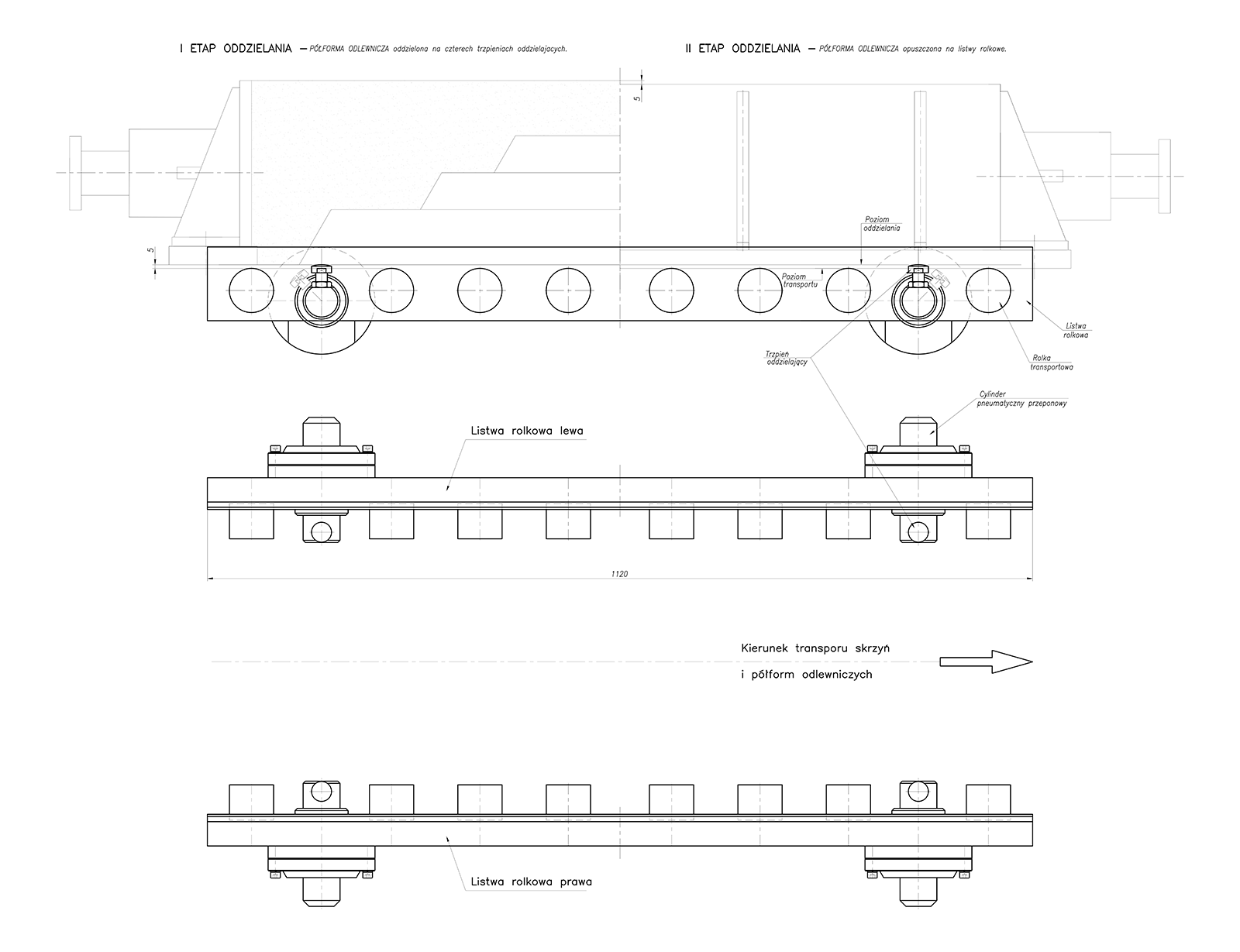
Rys. nr 5. Listwy rolkowe L + P.
Sterowanie czterema cylindrami przeponowymi powinno być jednoczesne. Dlatego instalacja pneumatyczna powinna się cechować tym, że drogi przewodów pneumatycznych do każdego cylindra powinne być takie same, a sterowanie odbywać się z jednego zaworu pneumatycznego. Jest to zawór dwupołożeniowy, trójdrożny, sterowany ręcznie przyciskiem.
Schemat sterowania przedstawia rys. nr 6.
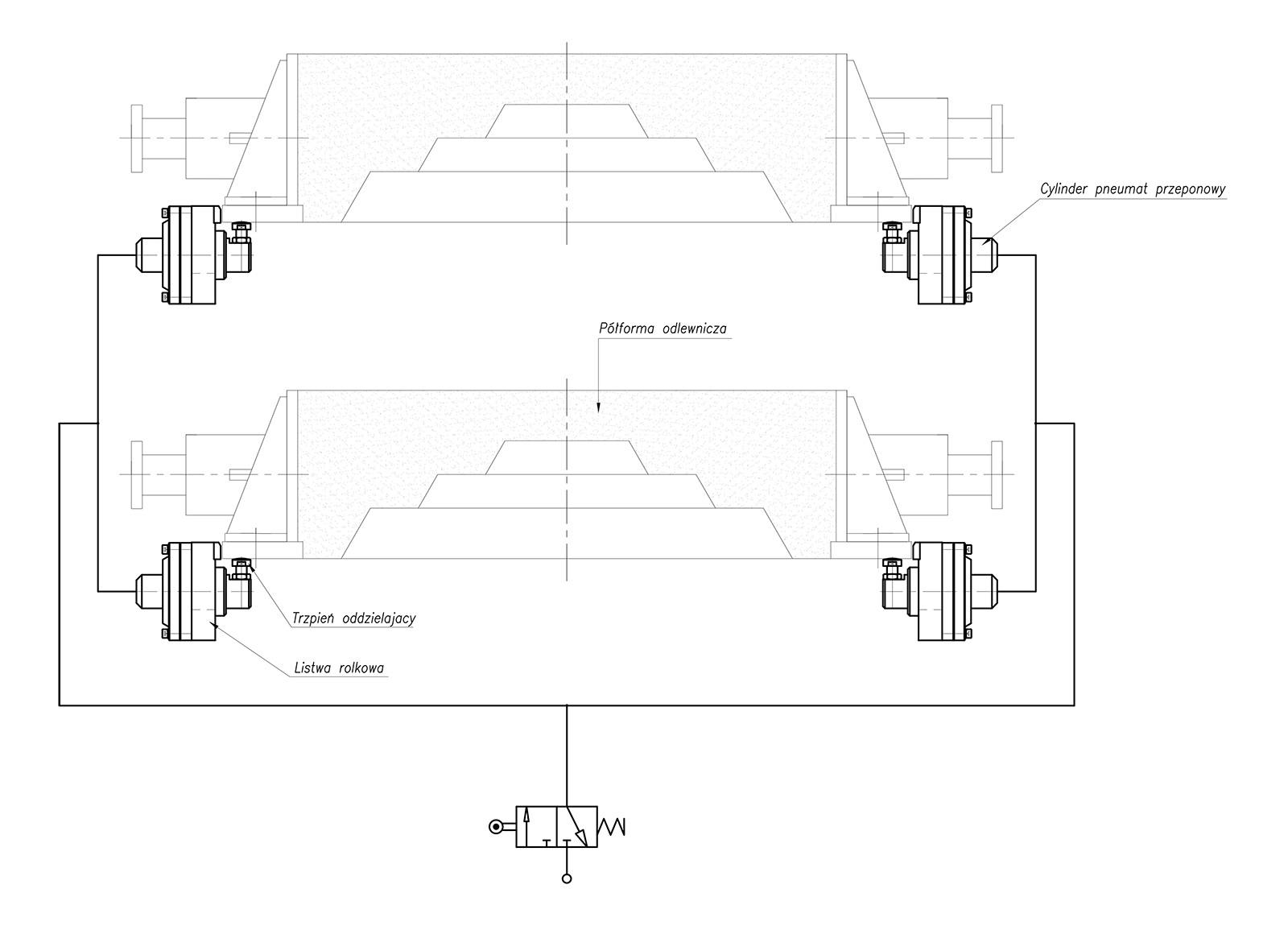
Rys. nr 6. Schemat sterowania układu oddzielania.
Firma CASTECH oferuje układy oddzielania trzpieniowo-rolkowe. Można je stosować do licznie używanych na rynku krajowym formierek typu FKT.